过氧化氢酶TF-160的酶活测定及其应用
2010-12-02 09:38:49 来源:本站原创 评论:0 点击:
0前言
棉制品氧漂处理后,若布面和水浴中残留双氧水,将破坏活性染料的反应性基团,使染料与棉纤维之间不能形成有效共价键,造成色浅、色花等染疵。对此,传统方法采用大量热水反复清洗来去除,这样不仅要耗费大量的水、电、汽,工艺冗长,且去除不完全,影响产品质量。采用过氧化氢酶对漂白后的棉制品进行处理可有效解决这些问题。另外,作为天然发酵的蛋白质,过氧化氢酶可生物降解,具有优良的环保性能。
过氧化氢酶的酶活测试有多种方法,如测定反应体系中生成氧气的量,有测压法、电极法等;测定反应剩余过氧化氢的量,一般有高锰酸钾法、碘量法;直接测定反应消耗的过氧化氢的量,则常用紫外速率法。由于碘量法简便、快速,且易操作,因而被广泛应用。酶的生产方式、发酵条件及反应性不同,因而其活力对每一个反应条件都较敏感。了解其中机理及影响因素,对测定酶的活力值具有指导作用,而严格规范操作,呵以得到准确的测试结果。
l试验
I.I试剂
1.8 mol/L硫酸,20%碘化钾溶液,10%七钼酸六铵溶液,0.5%淀粉指示剂,0.05 mol/L过氧化氢底物溶液,0.1 mol/L硫代硫酸钠标准滴定溶液,TF-160过氧化氢酶。
1.2操作步骤
1.2.1过氧化氢酶溶液的配制
取l mL过氧化氢酶TF-160原液,用蒸馏水稀释,定容至500 mL以备测试。
1.2.2酶促反应
吸取一定量的酶稀释液于250 mL碘量瓶中,按照表1的操作以及相关溶液的用量,进行过氧化氢酶酶活的测试,同时做空白试验。根据酶活定义,计算过氧化氢酶酶活力值。
表1过氧化氢酶酶活分析测试步骤及取液情况
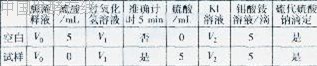
注:酶液必须现配现用,并注意摇匀,以使反应完全。
1.3过氧化氢酶TF.160应用工艺
漂白后先冷洗或喷洗。
过氧化氢酶TF一160/(g/L)
间歇式设备0.05~0.1
连续式设备0.5~3
温度/℃20~30
pH值6~7
处理时间/min 10~20
2结果与讨论
2.1过氧化氢酶活性的定义
碘量法是通过测定未分解的过氧化氢的量,得到消耗的过氧化氢的量,以其来表示过氧化氢酶的酶活力值。因而,参照相关文献将其定义为:一个过氧化氢酶单位[u/(mL·min)],相当于在规定条件下1 mL酶原液每分钟分解过氧化氢的量。
2.2反应机理
在一定条件下,过氧化氢酶能把H202分解为H20和02。当过氧化氢酶与H202反应一定时问后,用碘量法测定未分解的H202。即,以钼酸铵作催化剂,H202与KI反应,放出游离碘,然后用硫代硫酸钠滴定碘,通过换算得出消耗的过氧化氢的量,反应式为:
H202(余)+2KI+H2S04→I2+K2SO4+2H20
I2+2Na2S203→2NaI+Na2S406(连二硫酸钠)
2.3反应条件对酶活力值的影响
2.3.1催化剂
H202与KI在没有催化剂存在下,反应速率较慢且不充分,因而,在不同时间进行测试,结果会产生较大的误差。加人钼酸铵作催化剂后,反应加快,可相对减小误差。对加入钼酸铵催化剂前后进行试验对比,结果如表2。
表2加钼酸铵催化反应前后醢活力的变化
从表2可以看出,钼酸铵催化后的反应速率较快,
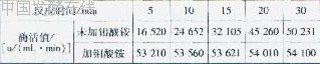
5 min后已基本完全反应,酶活力值已基本接近指标规定范围[≥50 000 u/(mL·min)];而未经催化反应的酶活力测试值随着时间变化,呈现显著的递增趋势,至30 min左右时才基本接近指标值,说明反应未完全。因而试验中加入钼酸铵作催化剂,有利于反应的进行,提高效率,减小试验误差。
2.3.2硫酸
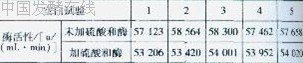
酶制剂在强酸、强碱及高温条件下会失去活性。过氧化氢酶与H2O2的反应是一个平衡过程,理论上,加入硫酸后,过氧化氢酶不会再参加反应,但由于其并未被彻底灭活,在后续反应中,随着时间的增加,可能还会有少量的过氧化氢被分解.从而使酶活值偏大。因而,本试验空白试验中需要加人过氧化氢酶,然后再用硫酸灭活,以减小误差。同时通过试验,若在空白反应中不加硫酸,测试数据结果的偏差较大(见表3)。
表3空白试验条件不同产生的不同结果
2.3.3 H202用量
过氧化氢酶与底物H202的反应过程中,底物H202应该过量,至少应该是在所需时问(如测试TF-160时需要5 min)内足量。测算不同过氧化氢用量下的酶活值,结果见表4。
表4过氧化氢用嚣与酶活力值的关系
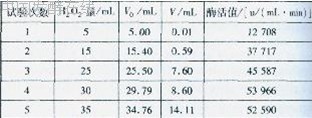
从表4可以看出,当过氧化氢用量在30 mL时,酶活力与实际值接近,再增加底物的量,酶活力值无明显变化(测试结果在误差范围以内),因而确定测试TF-160时所需底物0.05 mol/L H202的量以30 mL为宜。
2.3.4酶与过氧化氢的反应时间
研究酶活力随过氧化氢酶与底物反应时问的变化,如图1所示。
图1过氧化氢酶反应速率曲线
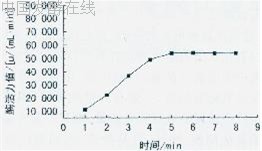
从图1可以看出。开始反应时,酶活力值迅速增大,5 min后达到最大;之后随着时间延长.酶活力值变化较小,因而确定酶活力测定的反应时间为5 min。由于酶活力其实带有平均速率的含义,因此,对反应时间的选择尤为重要。因为随着时间的延长,底物消耗等各种因素的影响,反应速率变慢,整个反应速率曲线趋于平缓,这样汁算出来的酶活力值与实际偏离较大,也就是说其平均性失去意义。因而,在测试过氧化氢酶酶活时,要严格注意反应时间,精确计时。
2.4应用效果
按照1.3过氧化氢酶的应用工艺,对漂白后的织物用过氧化氢酶,TF-160进行除氧加工,并与传统工艺对比,试验结果如表5。
表5过氧化氢酶TF.160与传统热水洗工艺的除氧效果对比
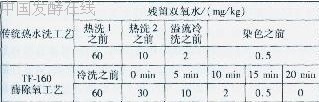
从表5可以看出,传统工艺的水洗除氧虽然能降低双氧水在织物上的含量,但要彻底去除比较困难;而采用TF-160酶除氧工艺,可以在常温、短时间内彻底清除双氧水,显著提高生产效率,而且节能、环保。
对比除氧和未除氧织物的染色效果发现,彻底除氧后织物的染色几乎没有受到影响,色泽鲜艳;而未完全除氧的织物上残留的双氧水对染色效果影响较大,色差明显。
3结论
(1)过氧化氢酶与过氧化氢的反应过程是一个平衡过程,需要在空白酶促反应中加入酶液并加硫酸灭活后,方可进行空白测定,以减小试验误差。
(2)过氧化氢酶TF-160酶活力值测试的最佳条件为:采用钼酸铵催化,底物0.5 mol/L过氧化氢用量30 mL。常温下反应5 min。
(3)过氧化氢酶TF-160可有效去除反应体系中残存的过氧化氢。对于间歇式设备,过氧化氢酶TF-160用量一般为0.05—0.1 g/L;对于连续式设备,一般为0.5—3 g/L。处理温度在20~30℃为宜,酶处理液pH值范围为6~7,处理时间一-般为10—20 min。
上一篇:纺织生物助剂果胶酶酶活的测定方法
下一篇:底物浓度对饲用木聚糖酶酶活测定的影响
分享到:
 收藏
收藏
收藏
评论排行
- ·中国发酵企业数据库(4)
- ·(4)
- ·CoQ10高产菌株选育的研究进展(2)
- ·抗生素发酵工艺所用冷却塔的性能分析及处理(1)
- ·微生物菌种选育技术.rar(1)
- ·发酵生产染菌及其防治(1)
- ·赤藓糖醇发酵工艺研究(1)
- ·重组AiiA 蛋白可溶性表达及发酵条件优化(1)
- ·生物反应器设计软件_发酵罐绿色版(1)
- ·酵母粉、酵母浸粉的区别(1)
- ·雷帕霉素研究进展(1)
- ·透明质酸用途和行业概况(1)
- ·黄酒制作工艺(1)
- ·水解(酸化)工艺与厌氧发酵的区别(1)
- ·糖蜜酒精废液处理过程中产生的微生物蛋...(1)
- ·紫杉醇高产菌发酵产物的分离、纯化和鉴定(1)
