浅谈抗生素生产废水处理
2009-09-15 18:19:29 来源:本站原创 评论:0 点击:
摘要:抗生素产品生产过程中,原材料消耗较大,大部分残留在废水和废渣里,废水水质复杂,浓度高,色度大,而且含有少量的抗生素,废水处理有一定的难度。采用单一的处理方法,效果是非常小的。我公司在试验及工程实践基础上,提出了针对抗生素废水处理的经济高效、操作简单、稳定可靠的工艺流程。
关键词:抗生素 CODcr BOD5 SS 庆大霉素 麦白霉素 水解池 UASB 流化床 SBR
1.前言
我国抗生素的生产过程中,大多存在着原料利用率低,提炼纯度低,废水中残留抗生素含量高等诸多因素,因而造成了生产废水成分复杂,有机物和浓度高,并含有难降解物质和有抑菌作用的抗生素,很难处理。目前,我国的抗生素生产企业,很大一部分都因种种原因不能实现稳定达标排放,给环境造成了严重污染。因此寻找一条经济、有效的处理工艺显得极为重要。当前国内对这种高浓度抗生素废水的处理仍处于探索阶段。我公司在小试、中试的基础上,确定了+生物处理的工艺路线,并把它成功运用到工程中,经运行结果表明,该工艺对高浓度抗生素(如:土霉素、庆大霉素、麦白霉素、红霉素、利福霉素等)废水的处理效果显著,运行稳定,经济合理,是该类废水理想的处理工艺。
2.工艺分析
2.1 废水分析
废水的处理工艺是由废水的水质情况决定的。抗生素废水的水质特征主要是:
- 浓度高,一般在5000mg/l-80000mg/l之间,有的新型合成抗生素最高时可达150000 mg/l。
- 废水中SS浓度高(500-25000 mg/l)。其中主要为发酵的残余培养基质和发酵产生的微生物丝菌体。
- 存在难生物降解物质和有抑菌作用的抗生素等毒性物质。抗生素残余效价对微生物的影响主要表现在以下四个方面:
抑制细胞壁保肽聚糖的合成,使之失去保护作用
破坏细胞质
无机离子浓度高,如庆大废水中SO42-为4000mg/l,利福霉素废水中CL-达8400mg/l。
水质成分复杂。
综上所述,抗生素废水种类多,成分复杂,采用单一的处理方法,效果是非常小的。我公司在试验及工程实践基础上,提出以下针对抗生素废水处理的经济高效、操作简单、稳定可靠的工艺流程。
3.工程实例及运行效果
南阳某制药厂是一家以生产麦白霉素和庆大霉素原料药为主的制药企业。其污水主要来源为发酵车间所排废水及车间冲洗废水。
3.1设计水量及水质
(1)庆大霉素废水 500m3/d
水质: 20000mg/lBOD5 8500mg/lSS 8000mg/l
(2) 麦白霉素废水500m3/d
水质: 24000mg/lBOD5 8500mg/lSS 500mg/l
设计总水量:1000m3/d
3.2废水处理工艺流程
废水处理的工艺流程如下:
1、
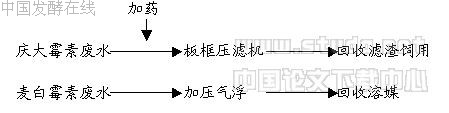
2、生物处理
两种废水经后,都进入调节池进行混合,之后进行生物处理。

3.3 运行效果
该工程自建成以来,运行稳定可靠,出水达到国家二级排放标准。下面摘取南阳市环境监测站统计表作以说明。
表1 监测数据统计一览表
单位:mg/l (PH及注明者除外)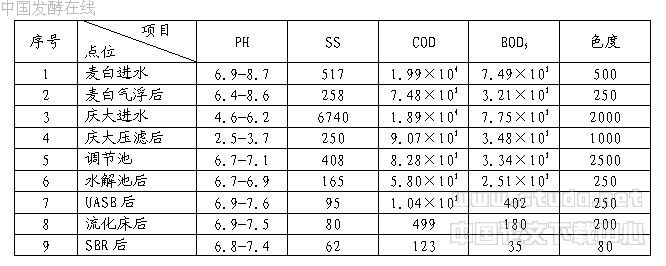
4.结论
(1)以+生物处理的工艺处理抗生素生产废水,在经济和技术上是可行的。该工艺流程合理,效果显著,是高浓度抗生素生产废水最理想的处理工艺。
(2)本工艺处理能力大,去除负荷高,污泥生成量少,操作简单,运行稳定可靠。
(3)本工艺投资小,运行费用低,回收废物进行综合利用,又可创造一定的经济效益,充分体现了以废治废,化废为宝的指导方针,可调动企业治理污染的积极性。
分享到:
 收藏
收藏
收藏
评论排行
- ·中国发酵企业数据库(4)
- ·(4)
- ·CoQ10高产菌株选育的研究进展(2)
- ·抗生素发酵工艺所用冷却塔的性能分析及处理(1)
- ·微生物菌种选育技术.rar(1)
- ·发酵生产染菌及其防治(1)
- ·赤藓糖醇发酵工艺研究(1)
- ·重组AiiA 蛋白可溶性表达及发酵条件优化(1)
- ·生物反应器设计软件_发酵罐绿色版(1)
- ·酵母粉、酵母浸粉的区别(1)
- ·雷帕霉素研究进展(1)
- ·透明质酸用途和行业概况(1)
- ·黄酒制作工艺(1)
- ·水解(酸化)工艺与厌氧发酵的区别(1)
- ·糖蜜酒精废液处理过程中产生的微生物蛋...(1)
- ·紫杉醇高产菌发酵产物的分离、纯化和鉴定(1)
