土霉素发酵罐搅拌器的变频调速控制
2007-03-28 23:52:12 来源:河北工业科技 评论:0 点击:
发酵过程控制是为了保证微生物正常的生长代谢,使之在低消耗下获得较高的产量。由于质量指标(转化率、比生长速率、比基浓度、产物浓度等)难以在线检测,通常选择间接参数“温度”作为最关键的被控变量。除温度控制外,发酵罐内压力、pH值、搅拌速度和泡沫液位等也对发酵过程有一定的影响,有时其影响也是至关重要的。按发酵过程中是否对氧气有需求,可分为好氧发酵和厌氧发酵,抗生素属于好氧发酵。好氧发酵罐典型控制系统见图1。目前,大多数发酵罐搅拌器采用工频额定转速运转,该方法虽然能够保证正常生产,但不仅耗电量大,同时搅拌器在额定转速下运转使产生的泡沫增加,大量泡沫的积聚又需要大量的消泡剂予以消除,因此,运行成本会相应增大。为此,根据工况采用变频调速技术调整搅拌器转速,是实现节约电能,降低原材料消耗,降低运行成本的有效方法。
1 控制方案设计
1.1 搅拌器转速对发酵过程的影响在发酵过程中,当通气量一定时,搅拌器转速对发酵液的混合状态、溶氧速率等有重要影响。搅拌器转速的增加可提高发酵罐内温度和营养物质质量浓度的均匀度,提高氧传递系数,提高氧的转移速率等,这均有利于细胞的生长、产物的生成。但搅拌速度过快,会使剪切速度增大,导致菌丝体受到损伤,影响菌丝体的正常代谢;产生大量泡沫和浪费能源。当发酵液达到完全湍流(即雷诺数Re>105)时,搅拌功率P=Kρd5n3,式中:P为搅拌功率,kW;K为常数,与搅拌器形状有关;ρ为发酵液的密度,kg/m3;d为搅拌器的直径,mm;n为搅拌器的转速,r/min。 当搅拌器的尺寸和形状确定后,Kd5为常数(令a=Kd5),则搅拌器的功率P=aρn3。由此可见,搅拌转速的调整对搅拌器的功率影响显著。另外,试验测得搅拌功率对抗生素产率的影响远大于空气流速的影响[1~3]。
1.2 控制方案设计 搅拌速度与溶氧系数密切相关。溶氧系数与单位搅拌功耗成正比,而搅拌功耗与搅拌转速的3次方成正比。搅拌速度在发酵中直接影响溶氧量,适当增加搅拌速度,氧气与发酵液充分接触,使得溶氧量增加,而有助于发酵,但速度过高易造成原材料及电能的浪费。因此采用变频调速技术,根据溶氧(DO)量在线调节搅拌器的转速,不仅能满足工艺要求,而且节能效果明显。某厂土霉素发酵罐搅拌电机功率为280kW,原来采用工频额定转速搅拌,笔者选用300kW的变频器。变频器及电机主要技术指标见表1。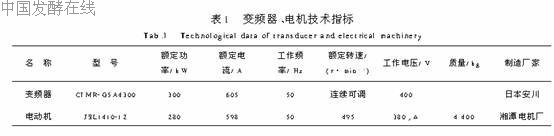
2 变频器控制端子功能定义设计
日本安川生产的CIMR G5A4300变频器系VARISPEED 616G5系列中高性能通用变频器[4]。变频器616G5提供4种控制模式:开环电流矢量控制、闭环电流矢量控制(带PG)、开环V/F控制和闭环V/F控制(带PG)。矢量控制精度较高,其速度控制精度达±0.2%(带PG可达±0.02%),调速比为1∶100(带PG可达1∶1000)。本系统采用V/F控制模式。变频器616G5具有3个多功能模拟量输入,可由指令设置其量程、控制规律、工作方式等;2个多功能模拟量输出;8个运转数字量输入(其中6个为多功能);3个多功能数字量输出。 变频器616G5控制端子可分为模拟量输入(端子13-17,33);模拟量输出(端子21-23);运转数字量输入(端子1-8,11)和运转数字量输出(端子18-20,9-10,25-27)。其中大部分为多功能端子,可根据需要设置并选择其功能。
本系统变频器的端子功能定义见图2。当“自/手”(5)=0(闭合)时为自动控制方式,否则为手动控制方式。在手动控制方式下,人工调节VIN1(13)的电压,来实现电机转速的变化。在自动控制方式下,根据端子6“主/辅”状态又分2种工作模式:其一,“主/辅”(6)=0(闭合)时IIN(14)有效,DO自动控制在给定值附近;其二,“主/辅”(6)=1(打开)时VIN2(16)有效,用作计算机接口。各种方式可以在线选择。端子23定义为FM,输出电压值为0~10V,表示电机转速(按搅拌器转速刻度);端子21定义为AM,输出电压值为0~10V,表示电机负载电流。
3 测试报告及变频器节电分析
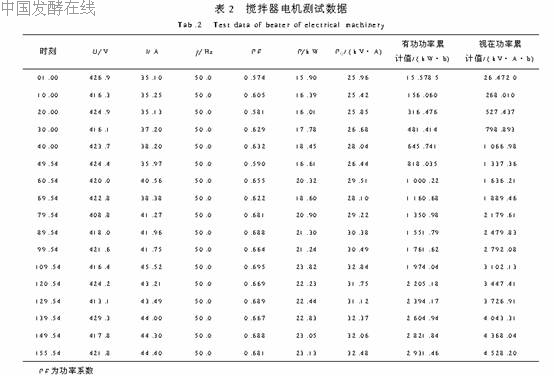
测试仪器选用日本制造的CLAMPONPOW ERHiINTEGVALUE,型号为HIOKI3165,可配测量传感器HIOKI9272(20~200A)或HIO KI9290(0~1500A)。本测试过程中选用HIO KI9272(20~200A)型测量传感器,电流衰减系数为10,对土霉素发酵罐搅拌电机(功率为280kW)进行在线实时连续测试。测试点为变频器输出(即电动机的输入)信息。测试累计时间为155.9h,共打印156组数据,在此给出其中部分数据,见表2(表中P为有功功率,PQ为视在功率)。 根据测试数据可求得测量平均功率P测平均和变频调速搅拌器功率与工频搅拌器功率之比x:
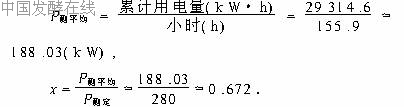
由此可知:节约用电率达32.8%,日节电为2204.16kW·h,每年节电(按330d计算)为727373kW·h,若1kW·h按0.55元计算则1台电机每年节省电费约40万元。测试表明该变频控
相关热词搜索:土霉素
上一篇:蛹虫草液体的深层发酵
下一篇:利用原生质体融合技术选育高产菌株
分享到:
 收藏
收藏
收藏
评论排行
- ·中国发酵企业数据库(4)
- ·(4)
- ·CoQ10高产菌株选育的研究进展(2)
- ·抗生素发酵工艺所用冷却塔的性能分析及处理(1)
- ·微生物菌种选育技术.rar(1)
- ·发酵生产染菌及其防治(1)
- ·赤藓糖醇发酵工艺研究(1)
- ·重组AiiA 蛋白可溶性表达及发酵条件优化(1)
- ·生物反应器设计软件_发酵罐绿色版(1)
- ·酵母粉、酵母浸粉的区别(1)
- ·雷帕霉素研究进展(1)
- ·透明质酸用途和行业概况(1)
- ·黄酒制作工艺(1)
- ·水解(酸化)工艺与厌氧发酵的区别(1)
- ·糖蜜酒精废液处理过程中产生的微生物蛋...(1)
- ·紫杉醇高产菌发酵产物的分离、纯化和鉴定(1)
