生物发酵染菌问题
2010-09-24 21:32:15 来源:本站原创 评论:0 点击:
1染菌原因的分析
1.1根据染菌的时间分析
早期染菌,很可能是由于种子带杂菌、操作不当、培养基或设备灭菌不彻底所致;中后期染菌,多数是由于空气系统带入、设备渗漏、中间补料或取样操作不当等原因引起的。
1.2根据染菌的类型分析
(1)染有耐热性芽抱杆菌:多数是由于培养基灭菌不彻底或设备存在死角所致。
(2)染有小球菌、酵母菌等不耐热菌:主要是空气过滤系统不严,阀门渗漏,蒸气冷凝水进入等原因。
(3)染有霉菌:多数是由于灭菌不彻底或无菌操作不严所致。
1.3根据染菌的范围分析
(1)大批发酵罐均发生染菌:若发生在早期,很可能是由于种子带杂菌所引起。若发生在中后期,且污染是同一种菌,很可能是空气系统除菌不严,过滤效率低,空气带菌所致;或者中间补料系统、油管路系统发生问题所造成的。通常同一产品的几个发酵罐其补料系统往往是共用的,倘若补料灭菌不彻底或管路渗漏,就有可能造成这些罐同时发生染菌现象。另外,采用培养基连续灭菌系统时,那些用连续灭菌进料的发酵罐都出现染菌,可能是连消系统灭菌不彻底所造成的。
(2)个别发酵罐连续发生染菌:多数是由于设备问题造成的。如阀门的渗漏,罐体的破损或法兰垫片老化等所引起。设备的腐蚀磨损所引起的染菌会出现每批发酵的染菌时间向前推移的现象,即第二批的染菌时间比第一批提早,第三批又比第二批提早。
(3)个别发酵罐偶尔染菌的原因最为难查,各种染菌途径都可能引起。如接种、合瓶、刮斜面制备
菌悬液等操作过程无菌控制不好,培养基、设备、管道灭菌不彻底等,均可使单个罐批发酵失败。
2染菌的检查方法
借助适当的方法,才能正确而及时地发现发酵过程是否污染杂菌和染菌的原因与途径。检查杂菌的方法,要求准确可靠和快速,这样才能在短时间内获得效果。目前生产上常用的检查方法有:①显微镜检查法;②平板划线检查法;③肉汤培养检查法。
2.1显微镜检查法
(1)取样:取样口预先用蒸气充分灭菌,再取无
菌的空三角瓶,于取样口取样,取样时防止发酵液
溅到棉塞上,取样后迅速塞上棉塞。
(2)观察:可直接涂于载玻片上观察菌种的形态
特征,应在菌液未干前观察,若发现与发酵菌不同
形态的微小球菌、不动长杆菌、游动杆菌等,说明
已感染杂菌;也可用染色涂片法进行制片观察。
2.2平板划线培养检查法
(1)培养基:培养基为营养琼脂,将其配好后121℃
湿热灭菌25-30 min,然后冷却到45一50℃倒入培
养皿,冷却后置于37℃恒温箱内无菌培养24 h,挑
出无菌落出现的平板备用。
(2)培养观察:将要检查的样品划线接种,置于
37℃恒温箱内培养24 h后观察。如发现有霉菌,黄
色、白色等非无色透明有粘连性的菌落出现,说明
已染菌。
2.3肉汤培养检查法
主要用于检查空气是否带菌。
(1)培养基配制:蛋白陈1.0 1/0,牛肉膏0.5 %y氯化钠U.: )"/O I pH 7.27.4。将培养液倒入三角瓶内,121℃湿热灭菌2530 min,冷却备用。
(2)培养:将三角瓶置于37℃摇床,振荡培养24h,若无浑浊,即可用于空气无菌检查。
(3)无菌检查:在确保无菌条件下,将空气引入瓶内,也可连续通气,然后于37℃振荡培养,观察有无浑浊现象发生,若出现浑浊,则说明空气带菌。
4染菌后的补救措施
4.1斜面、摇瓶染菌
如是斜面菌种即已染菌,则将此批斜面菌种处理掉,重新选用优良的斜面菌种进行摇瓶接种。若是少部分摇瓶菌种染菌,则将染菌的摇瓶菌种处理掉,未染菌的摇瓶菌种可继续用于种子罐培养;若是大批摇瓶染菌,则需查找原因,重新接种。
4.2种子罐染菌
若在种子罐染菌,则不论前期还是后期,都应立即实罐灭菌后倒罐。因为此时若仍继续培养,只会让杂菌占据优势并几乎导致100%的发酵失败,给生产造成更大的损失。
4.3发酵罐前期染菌
4.3.1发酵前期轻度染菌
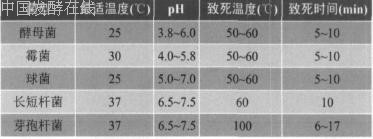
根据所染菌型的不同及各种菌型的适宜生长环境,下表给出了部分菌型生长最适温度、pH及致死温度、致死时间范围。结合发酵菌的控制条件,采取调整发酵温度、搅拌速度、通气量、pH等措施,从而抑制杂菌的生长繁殖,确保发酵菌的生长优势,使发酵转入正常后再恢复常规的培养条件。也可补加部分培养液,重新实罐灭菌,然后重新接种。
部分菌型生长最适温度、pH及致死温度、致死时间范围表
1.1根据染菌的时间分析
1.2根据染菌的类型分析
1.3根据染菌的范围分析
菌悬液等操作过程无菌控制不好,培养基、设备、管道灭菌不彻底等,均可使单个罐批发酵失败。
2染菌的检查方法
2.1显微镜检查法
菌的空三角瓶,于取样口取样,取样时防止发酵液
溅到棉塞上,取样后迅速塞上棉塞。
特征,应在菌液未干前观察,若发现与发酵菌不同
形态的微小球菌、不动长杆菌、游动杆菌等,说明
已感染杂菌;也可用染色涂片法进行制片观察。
2.2平板划线培养检查法
湿热灭菌25-30 min,然后冷却到45一50℃倒入培
养皿,冷却后置于37℃恒温箱内无菌培养24 h,挑
出无菌落出现的平板备用。
37℃恒温箱内培养24 h后观察。如发现有霉菌,黄
色、白色等非无色透明有粘连性的菌落出现,说明
已染菌。
2.3肉汤培养检查法
4染菌后的补救措施
4.1斜面、摇瓶染菌
4.2种子罐染菌
4.3发酵罐前期染菌
4.3.1发酵前期轻度染菌
4.3.2发酵前期出现严重染菌
4.4发酵中后期染菌
4.4.1发酵中后期轻度染菌、:
4.4.2发酵中后期严重染菌
5结束语
环节严加控制,做好常规检查及防治工作,设法防止染菌现象的发生。一旦出现,应认真分析原因,
及时采取相应措施加以解决。随着微生物学、生物化学、化学、化学工程学等学科和电子、仪表、机械等技术相结合的研究成果在发酵工业中的应用,随着发酵工业的不断深入发展,预期、防止发酵染菌还将扩大至更广的范畴,可望把发酵染菌造成的损失降到最小。
分享到:
 收藏
收藏
收藏
评论排行
- ·中国发酵企业数据库(4)
- ·(4)
- ·CoQ10高产菌株选育的研究进展(2)
- ·抗生素发酵工艺所用冷却塔的性能分析及处理(1)
- ·微生物菌种选育技术.rar(1)
- ·发酵生产染菌及其防治(1)
- ·赤藓糖醇发酵工艺研究(1)
- ·重组AiiA 蛋白可溶性表达及发酵条件优化(1)
- ·生物反应器设计软件_发酵罐绿色版(1)
- ·酵母粉、酵母浸粉的区别(1)
- ·雷帕霉素研究进展(1)
- ·透明质酸用途和行业概况(1)
- ·黄酒制作工艺(1)
- ·水解(酸化)工艺与厌氧发酵的区别(1)
- ·糖蜜酒精废液处理过程中产生的微生物蛋...(1)
- ·紫杉醇高产菌发酵产物的分离、纯化和鉴定(1)
