嗜热链球菌分批发酵工艺放大研究
2007-03-27 20:42:40 来源:本站原创 评论:0 点击:
嗜热链球菌作为生产酸奶的重要工业菌株,其发酵培养密度直接影响各企业的生产。一般工业发酵的研究过程分为3个阶段:首先在实验室进行菌种选育、培养基及培养条件的优化;再进行中试,以验证并完善发酵工艺,获得适合发酵罐的发酵工艺;最后进行大规模工业生产[1]。三角瓶具有装置简单、操作方便、可在短时间中获得大量数据等优点,在实验室中得以普遍使用。但由于使用三角瓶不能在线控制一些反映生理代谢等方面的参数以及难于在发酵中间取样和补料,因此在大多数情况下,很难将其结果直接用于发酵过程放大。这对新菌种、新产品的投产及发挥某些菌种的发酵潜力带来困难。为此,本研究利用新型生物反应器进行嗜热链球菌小试培养研究,并按相同培养条件在10L罐上发酵放大。
1材料和方法
1.1菌种嗜热链球菌(S.thermophilus)为东北农业大学乳品科学教育部重点实验室提供。
1.2仪器和设备pH计,梅特勒-托利多Delta320;全自动机械搅拌发酵罐,上海国强生化工程设备;低温冷冻离心机,上海离心机械研究所;JJ-1电动搅拌器,常州国华电器有限公司。
1.3方法
1.3.1发酵培养基的确定
1.3.1.1碳、氮源种类在10%脱脂乳中分别添加质量分数1%的碳源(葡萄糖、蔗糖、乳糖)或质量分数0.5%的氮源(大豆蛋白胨、酪蛋白胨、胰蛋白胨、牛肉膏),嗜热链球菌按体积分数3%接种量42℃培养6h,测定嗜热链球菌活菌数的变化。
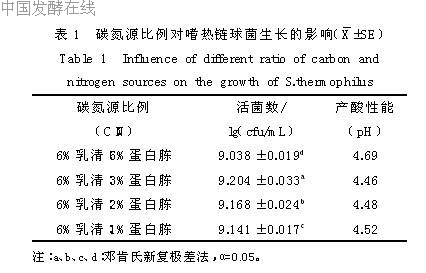
1.3.1.2碳、氮源比例适当调整6%乳清培养基中氮源的含量,比较不同碳、氮源比例,即W(C)∶W(N)=1∶1、2∶1、4∶1和6∶1对嗜热链球菌生长的影响。
1.3.2三角瓶培养嗜热链球菌按体积分数3%接入250mL三角瓶中,42℃恒温培养12h。添加0.04%溴甲酚紫作pH指示剂,无菌滴加体积分数20%的氨水恒定发酵液酸度。其中溴甲酚紫的变色范围为pH5.2~6.8,颜色由黄变紫。
1.3.3三颈瓶培养将pH计和搅拌器无菌插入250mL三颈瓶中。嗜热链球菌按3%接种于优化培养基,在此期间不断无菌滴加20%氨水以维持pH6.0~6.2,搅拌速度为50~60r/min,42℃恒温水浴培养12h。
1.3.4分批发酵培养嗜热链球菌按3%接种于优化培养基,在10L发酵罐中流加体积分数20%的氨水恒定pH6.0~6.2,搅拌速度为50r/min,42℃培养菌体12h后放罐。
1.4测定方法
1.4.1活菌数的测定嗜热链球菌的分离与计数均采用M17培养基[2],37℃培养48h后计算菌落数目。
1.4.2比生长速率的测定根据2N=X2/X1,采用活菌数作比较指标,计算公式[3]为:lnXt-lnX0=μ(t-t0)式中,Xt和X0分别为时间t和开始时的细胞密度;μ为比生长速率。
1.4.3统计方法采用SPSS11.0软件进行多重比较,最小差异显著水平为95%。
2结果与讨论
2.1发酵培养基的确定
2.1.1氮源的影响如图2所示,因嗜热链球菌是化能异养菌,自身缺乏合成数种必需氨基酸的能力,必须通过蛋白酶系降解菌体环境中的蛋白质,经氨基酸及寡肽运转系统运入菌体后,再由细胞内肽酶加工成适当形式被菌体利用[4],故嗜热链球菌适宜的氮源主要是水解蛋白类物质,如普通蛋白胨和酪蛋白胨,但两者之间差异不显著(p>0.05)。这可能是因为普通蛋白胨富含氨基酸、维生素类及具有缓冲作用的磷酸盐,而酪蛋白胨则弥补了球菌不能充分利用乳蛋白的不足[5]。出于经济的考虑,可以选择成本较低廉的普通蛋白胨,其增菌效果也十分可观,嗜热链球菌的活菌数可达到1.99×109cfu/mL。
2.1.2碳源的影响如图3所示,蔗糖的增殖效果略低(p<0.05),这与嗜热链球菌缺乏分解淀粉等大分子碳水化合物的酶系有关[6]。相对乳糖而言,嗜热链球菌更容易吸收和利用单糖———葡萄糖,不过乳糖也极大地促进了嗜热链球菌的增殖,使得测定指标值显著高于对照组(p<0.05)。从工业化生产条件考虑,确定工业发酵用碳源为乳清粉或乳清浸出液,有效地缩短了菌种因适应环境而引起的生长迟滞期。
2.1.3碳氮源比例的影响生产中究竟使用多少浓度的碳源最为合适,可以按下列说明估算:一般嗜热链球菌耐受乳酸的最大量为1%[7]。理论上乳酸菌经同型发酵途径每消耗1mol葡萄糖可转化成2mol乳酸和2molATP。若产生1%乳酸需要消耗约1%葡萄糖,而总糖消耗量应在2%~3%或略高才能满足嗜热链球菌的营养需求。试验数据表明,乳清粉和蛋白胨浓度比例约为2∶1时,可以促进耐酸性能稍弱的嗜热链球菌增殖(p<0.05)。本实验的测定值在理论值范围内,说明优选的碳氮源比例符合实际情况。初步确定嗜热链球菌优化培养基配方为:6%乳清+2%脱脂乳粉+1%蛋白胨+0.5%酵母粉。
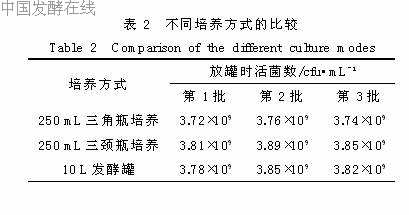
2.2发酵工艺放大研究工艺放大的关键步骤是将要达到的最终生产规模的培养条件缩小至中试规模。影响发酵工艺放大的因素包括传代次数、突变的可能性、培养液的灭菌、温度和pH调节、振荡、通气量和压力等。2.2.1不同生产批次比较由表2可知,3种培养方式均证实了优化培养基增殖效果好。其中,在三角瓶培养条件下,由于不能即时控制酸度,发酵液pH的变化幅度较大,使得嗜热链球菌最高活菌数仅为3.76×109cfu/mL。三颈瓶培养易于操作,还可以控制温度、pH和搅拌速率等发酵参数,但它与生物反应器存在一定差异,如:体积氧传递系数和溶解氧的差异;流加碱液恒定pH的差异;剪切力的不同;混合的差别等[8]。这使得在三颈瓶培养中,目标产物的产量较高,最高活菌数可达3.89×109cfu/mL。而随着发酵规模的扩大,10L发酵罐中培养液不均匀,嗜热链球菌不能有效地利用营养物质,菌体产量有所下降。2.2.2菌体动力学增殖曲线如图4所示,嗜热链球菌的生长代谢可分为4个阶段:(1)延滞期(0~2h):乳酸菌在此阶段调整自身代谢的酶系以适应新环境;(2)对数生长期(4~8h):此时培养基质营养丰富,有害代谢产物少,250mL三角瓶、250mL三颈瓶和10L发酵罐3种模式中最大活细胞密度分别达3.72×109、3.81×109和3.78×109cfu/mL;(3)稳定期(8~10h):因细胞快速繁殖,迅速消耗营养物质,使细胞的生长速率逐渐趋于停滞;(4)衰亡期(10~12h):生长环境开始恶化,活细胞数量逐渐降低。
比较3种培养方式,嗜热链球菌经三角瓶与三颈瓶培养时没有明显的生长迟滞期,且三颈瓶中的菌体在对数生长期的比生长速率1.175h-1略高于三角瓶中的1.152h-1和10L发酵罐的1.162h-1,这与小试培养和发酵罐存在一定差别不无关系。与三角瓶培养相比,只要保证关键参数与发酵罐的相同或接近,三颈瓶培养就可以较好地拟合菌体在发酵罐中的生长曲线,并获得相似的菌体产量,这对于工业化发酵放大生产非常重要。由于在对数生长期末和稳定期初收获可提高嗜热链球菌在冷冻干燥过程中的存活率,因此确定嗜热链球菌在10L发酵罐中的最佳收获期为6~8h,此时活菌数在3.78×109~3.72×109cfu/mL范围。
3结论(1)在生物发酵过程中,嗜热链球菌的生长对环境变化极为敏感。如果生产条件偏离了预先设定的最佳条件,就会影响其内部的代谢过程,降低嗜热链球菌的质量和数量。(2)只要三颈瓶培养嗜热链球菌的关键参数和发酵罐的相同或接近,就可以在小试条件下先做条件和参数的优化,然后在发酵罐中放大,以节省时间和财力。
相关热词搜索:嗜热链球菌
上一篇:细菌自动鉴定及药敏系统的研究进展
下一篇:微生物发酵生产番茄红素的研究进展
分享到:
 收藏
收藏
收藏
评论排行
- ·中国发酵企业数据库(4)
- ·(4)
- ·CoQ10高产菌株选育的研究进展(2)
- ·抗生素发酵工艺所用冷却塔的性能分析及处理(1)
- ·微生物菌种选育技术.rar(1)
- ·发酵生产染菌及其防治(1)
- ·赤藓糖醇发酵工艺研究(1)
- ·重组AiiA 蛋白可溶性表达及发酵条件优化(1)
- ·生物反应器设计软件_发酵罐绿色版(1)
- ·酵母粉、酵母浸粉的区别(1)
- ·雷帕霉素研究进展(1)
- ·透明质酸用途和行业概况(1)
- ·黄酒制作工艺(1)
- ·水解(酸化)工艺与厌氧发酵的区别(1)
- ·糖蜜酒精废液处理过程中产生的微生物蛋...(1)
- ·紫杉醇高产菌发酵产物的分离、纯化和鉴定(1)
