发酵染菌原因分析(一)
2007-10-05 18:55:25 来源:本站原创 评论:0 点击:
第一部分:基础知识
1)杂菌的类型
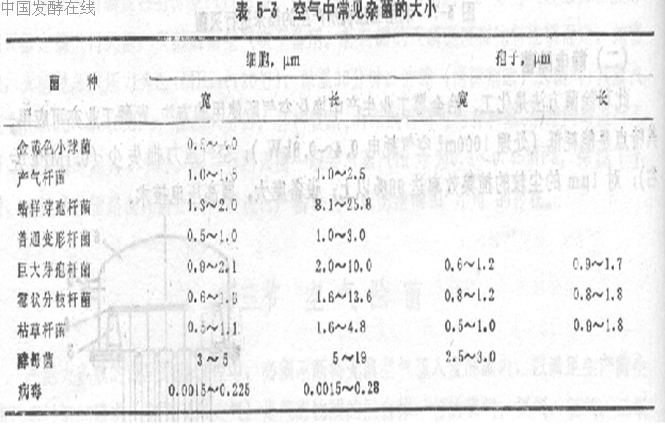
根据以上特点我们应得出如下结论:
A:这些微生物在空气中极少单独游离存在,基本上是附着于灰尘、液滴等微粒的表面上。
B:介质过滤除菌就是把空气中的各种微粒和极少量的游离微生物捕集起来予以除掉。
因此我们通常所用的空气过滤器为什么0.3u可以保证无菌发酵生产的原因。
2)无菌检查与染菌的处
在抗生素生产过程中,为了及早发现染菌并进行恰当处理,保证生产正常进行,对菌种制备、种子罐、发酵罐的接种前后和培养过程中,须要按工艺规程要求按时取样,进行无菌检验。
A:无菌检查
培养液是否污染杂菌可从三个方面进行分析:
a:无菌试验
b:培养液的显微镜拉查
c:培养液的生化指标变化情况。
其中无菌试验是判断染菌的主要依据。
无菌试验
现在采用的无菌试验方法有肉汤培养法、双碟培养法、斜面培养法。其中以酚红肉汤培养法和双碟培养法结合起来进行无菌检查用的较多。
(1)肉汤培养法 直接用装有酚红肉汤的无菌试管取样,然后放入37℃恒温室(箱)内培养。定时观察试管内肉汤培养基的颜色变化,同时进行显微镜观察。
(2)斜面培养法 先用空白无菌试管取样,然后在无菌条件下接种于斜面培养基上,置于37℃恒温室(箱)内培养。定时观察有无杂菌菌落生长。。
(3)双碟培养法 种子罐样品先取入肉汤培养基中,然后在无茵条件下在双碟培养基上面划线,剩下的肉汤培养物在恒温室(箱)内培养6小时后复划线一次,发酵罐培养液直接取入空白无菌试管中,于37℃下培养6小时后在双碟培养基上划线。24小时内的双碟定时在灯光下检查有无杂菌生长。24小时~48小时的双碟1天检查一次,以防生长缓慢的杂菌漏检。正常生产过程中,种子罐和发酵罐每隔8小时取样一次,进行无菌检查。该方法经常用于单菌落挑选,可以从染有杂菌的培养液中经多次划线挑取单菌落进行分离培养,得到纯种的种子。
无菌试验的结果一般需要8~12小时才能作出判断。为了缩短判断时间,有时向培养基中加入赤霉素、对氨基苯甲酸等生长激素以促进杂菌的生长。
B:染菌的判断
培养基的染菌判断是错综复杂的工作,又是一种细微观察、认真分析的王作。
染菌罐的判断方法:
以无菌试验中的酚红肉汤培养和双碟培养的反应为主,以镜检为辅。每个无菌样品的无菌试验,至少用2只酚红肉汤或斜面同时取样培养。要定量或用接种环蘸取法取样,公司现阶段基本都直接从发酵罐直接取样。因取样量不同,影响颜色反应和浑浊程度的观察。如果连续3个时间的酚红肉汤无菌样发生颜色变化或产生浑浊,或斜面连续3个时间样品长出杂菌即判断为染菌。有时酚红肉汤反应不明显,要结合镜检确认连续3个时间样品染菌,即判为染菌。各级种子罐的染菌判断亦参照上述规定。
对肉汤和无菌斜面的观察及保存期的规定,发酵培养基灭菌后应取无菌样,以后每隔8小时取无菌样一次,直至放罐。无菌试验的肉汤和双碟应保存并观察至本罐批放罐后12小时,确认无杂菌污染后方可弃去。无菌检查时间应每6小时观察一次无菌试验样品,以便能及早发现染菌。
2、染茵率的统计
以发酵罐染菌罐批(次)为基准, 染菌罐批(次)应包括染菌重消后的重复染菌的灌(批)次在内。发酵总过程(全周期)无论前期或后期染菌,均作“染菌”论处。
发酵罐染菌罐批(次)
染菌率(%)=一一一一一一一一---X100%
总投罐批(次)
3)染菌(包括染噬菌体)的处理
(一)污染杂菌的处理
发酵罐污染杂菌后,依据染菌时间、所染杂菌的危害性及时进行处理,同时对所涉及的设备也要及时处理。
a.种子罐染菌的处理
种子罐染菌后都不能往下道工序移种,要及时用高压蒸汽直接灭菌后经过滤处理放下水。
b.发酵罐染菌的处理
发酵罐前期染菌,污染的杂菌对产生菌的危害性大,采用蒸汽灭菌经过滤处理后放掉;如果危害性不大,可用重新灭菌、重新接种的方式处理,如营养成分消耗较多,可放掉部分培养液补入部分新培养基后进行灭菌,重新接种;如污染的杂菌量少且生长缓慢,可以继续运转下去,但要时刻注意杂菌数量和代谢的变化。在发酵的中后期染菌,一是加入适量的杀菌剂,如呋喃西林或某些抗生素,抑制杂菌的生长。二是降低培养温度或控制补料量来控制杂菌的生长速度。如果采用上述两种措施仍不见效,就要考虑提前放罐。
c、染菌后的设备处理
.. 染菌后的罐体用甲醛等化学物质处理,再用蒸汽灭菌〈包括各种附属设备〉。在再次投料之前,要彻底清洗罐体、附件,同时进行严密程度检查,以防渗漏。染菌后的处理尤为重要,很多大面积染菌都是由于处理不彻底而造成的系统污染,造成无法及时处理好各个环节出现连续污染。
(二)污染噬菌体的处理
抗生素等产品发酵过程中有时出现噬菌体污染,轻者造成生产能力大幅度下降,重者造成停产。
一般噬菌体污染后往往出现发酵液突然转稀,泡沫增多,早期镜检发现菌体染色不均匀,在较短时间内菌体大量自溶,最后仅残留菌丝断片,平皿培养出现典型的噬菌斑,溶氧浓度回升提前,营养成分很少消耗,产物合成停止等现象。
发酵过程中污染噬菌体后,一般做如下处理:1.发酵液用高压蒸汽灭菌后放掉,严防发酵液任意流失;2.全部停产,对环境进行全面的清洗和消毒,断绝噬菌体的寄生基础;3.更换生产菌种,不断筛选抗噬菌体菌种,防止噬菌体的重复污染。
污染烈性噬菌体时出现上述现象。如果污染温和噬菌体时,其反应温和,平皿培养不出现明显的噬菌斑,只出现部分菌体自溶,生化指标变化不显著,生产能力降低,对生产的危害亦是严重的,但不易被发现。防止温和噬菌体污染的方法同上所述。
相关热词搜索:过程控制
上一篇:工业菌种改良述评(三)
下一篇:工业微生物产生菌的分离筛选
分享到:
 收藏
收藏
收藏
评论排行
- ·中国发酵企业数据库(4)
- ·(4)
- ·CoQ10高产菌株选育的研究进展(2)
- ·抗生素发酵工艺所用冷却塔的性能分析及处理(1)
- ·微生物菌种选育技术.rar(1)
- ·发酵生产染菌及其防治(1)
- ·赤藓糖醇发酵工艺研究(1)
- ·重组AiiA 蛋白可溶性表达及发酵条件优化(1)
- ·生物反应器设计软件_发酵罐绿色版(1)
- ·酵母粉、酵母浸粉的区别(1)
- ·雷帕霉素研究进展(1)
- ·透明质酸用途和行业概况(1)
- ·黄酒制作工艺(1)
- ·水解(酸化)工艺与厌氧发酵的区别(1)
- ·糖蜜酒精废液处理过程中产生的微生物蛋...(1)
- ·紫杉醇高产菌发酵产物的分离、纯化和鉴定(1)
