新进展:米曲霉固态发酵豆粕制备大豆肽的研究
2010-01-13 22:18:18 来源:本站原创 评论:0 点击:
山东轻工业学院食品与生物工程学院/卫琳 宋俊梅 宁维颖
摘 要 该文对米曲霉固态发酵豆粕生产大豆肽的条件进行了研究。结果表明,最适的发酵原料(由豆粕和麸皮组成)中豆粕含量为93%,发酵温度
关键词:固态发酵;米曲霉;大豆肽;转化率
大豆肽即大豆蛋白质经过控制性的水解、精制以后得到的一类活性肽,通常是由3~6个氨基酸组成的低分子量肽。现代研究发现许多小分子量肽在经人体消化道时不被水解,可直接被人体吸收利用,具有降血压和降胆固醇的功能,能使机体疲劳和肌肉酸感迅速消失,身体感到轻松,肌肉变得结实有力。不仅如此,大豆肽溶液还具有良好的加工性能,尤其是大豆肽在大豆蛋白的等电点pH4.3附近保持溶解状态[1]。这一酸溶特性为开发酸性大豆饮料和食品提供了条件。常用的制备方法是酶解法,但利用酶解方法产生的大豆肽具有难以脱除的苦味。
米曲霉的菌丝由多细胞组成,是一类产复合酶的菌株,除产蛋白酶外,还可产淀粉酶、糖化酶、纤维素酶、植酸酶等[2]。在淀粉酶的作用下,在淀粉酶的作用下,将原料中的直链、支链淀粉降解为糊精及各种低分子糖类,如麦芽糖、葡萄糖等;在蛋白酶的作用下,将不易消化的大分子蛋白质切成数段的小分子,即成为大豆肽,将大豆肽利用酸溶特性提取出来,发现苦味降低,同时伴有酯香味。
豆粕是大豆榨油后的副产物,其蛋白质含量高达加40%~50%,并且还有丰富的碳水化合物和矿物质。随着人们对大豆肽功能特性和营养价值的认识的加深,越来越多的专家开始研究发酵法生产大豆肽,近年来有些学者用固态发酵生产蛋白饲料。但米曲霉固态发酵法生产大豆肽的研究未见报道。本文对米曲霉固态发酵法生产大豆肽的广泛应用提供参考。
1 材料与方法
1.1 材料与设备
1.2 试验方法
将接菌后的发酵培养基放入相对湿度90%霉菌培养箱不同温度下培养。
固体发酵:取一定量的豆粕,按不同比例加入麸皮,调pH至5.4~7.0,发酵料坯含水率调节至65%。经灭菌、冷却,用米曲霉A-9005接种,选择不同的发酵温度,发酵过程和结束后测定发酵豆粕中酸溶蛋白含量。
酸溶蛋白测定:按GB/T 5009.5-2003操作[5]。
大豆肽转化率(%)= 酸溶蛋白含量/原豆粕蛋白含量
2 结果与讨论
2.1 发酵时间的确定
按
从图1可知发酵过程中大豆肽转化率随发酵时间增加而增加,在120h以后略有下降,在发酵96h后大豆肽转化率增加速率开始放慢,在120h达到最高点48.61%,从生产角度考虑,发酵时间定在96h,此时的大豆肽转化率达47.78%。
图
2.2 不同豆粕含量对转化率的影响
在2.1的基础上,分别考察原料中豆粕含量为86%、89%、94%和纯豆粕对转化率的影响,结果见图2。
从图2可知豆粕含量在90%左右大豆肽转化率较高,可以到达53%左右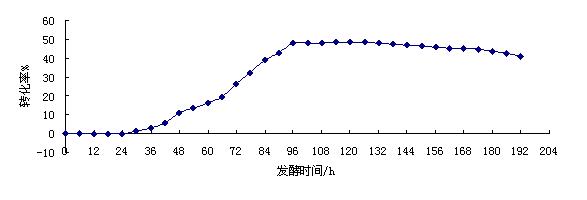
图
2.2 不同豆粕含量对转化率的影响
在2.1的基础上,分别考察原料中豆粕含量为86%、89%、94%和纯豆粕对转化率的影响,结果见图2。
从图2可知豆粕含量在90%左右大豆肽转化率较高,可以到达53%左右。
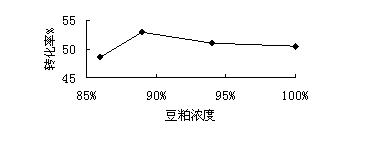
图2 原料中不同豆粕含量对转化率的影响
2.2 pH值对转化率的影响
在前述实验的基础上,分别考查pH5.4、5.8、6.2、6.6、7.0等5个发酵培养基对转化率的影响,结果见图3。
从图3可知随着pH的升高大豆肽转化率是先升高后降低,pH6.6时转化率最高达53.87%。
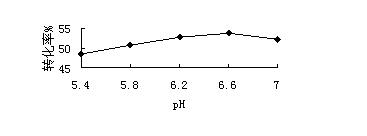
图3 不同pH对米曲霉转化率的影响
2.2 不同发酵温度对转化率的影响
一般在工农业应用中的绝大多数微生物属于中温性微生物,其最适生长温度为25
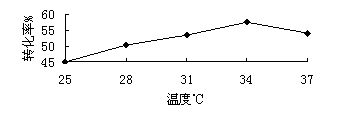
图4 不同温度对米曲霉转化率的影响
2.5 工艺优化
根据上面单因素实验,对原料中豆粕含量、pH、发酵温度和发酵时间进行L9(34)正交试验,因素与水平见表1,试验结果见表2。
表1 正交试验因素与水平表
|
A(原料中豆粕含量(%)) |
B( pH) |
C(温度(℃)) |
D(发酵时间(h)) |
|
87 |
6.4 |
31 |
90 |
|
90 |
6.6 |
33 |
96 |
|
93 |
6.8 |
35 |
102 |
表2 正交试验结果
|
试验号 |
A |
B |
C |
D |
转化率(%) | |
|
1 |
1 |
1 |
1 |
1 |
43.40 | |
|
2 |
1 |
2 |
2 |
2 |
48.65 | |
|
3 |
1 |
3 |
3 |
3 |
56.18 | |
|
4 |
2 |
1 |
2 |
3 |
54.25 | |
|
5 |
2 |
2 |
3 |
2 |
41.28 | |
|
6 |
2 |
3 |
1 |
1 |
50.40 | |
|
7 |
3 |
1 |
3 |
2 |
58.52 | |
|
8 |
3 |
2 |
1 |
3 |
61.04 | |
|
9 |
3 |
3 |
2 |
1 |
52.30 | |
|
К1 |
49.38 |
52.06 |
51.61 |
48.70 |
| |
|
К2 |
48.64 |
50.29 |
51.70 |
49.45 | ||
|
К3 |
57.20 |
52.96 |
52.17 |
57.28 | ||
|
R |
8.56 |
2.67 |
0.56 |
8.58 | ||
由表2可以看出,A3B3C3D3为实验的最佳组合,即:发酵料坯中豆粕含量为93%,pH为6.8,发酵温度为35℃,发酵102 h。其中豆粕含量和发酵时间的影响最大,其次是pH和温度。
对最佳组合进行双组平行试验得转化率为62.77%。
先前研究的黑曲霉AS3.350固态发酵豆粕生产大豆肽的工艺条件为发酵料坯中原料(由豆粕和麸皮组成)中豆粕含量87%、pH5.8、发酵温度
3 结论
用米曲霉A-9005固态发酵豆粕生产大豆肽的工艺条件为:发酵料坯中原料(由豆粕和麸皮组成)中豆粕含量为93%、pH6.8、发酵温度为
(参考文献略)
上一篇:高浓度培养YE乳液的研究
下一篇:固态发酵豆粕在饲料中的应用前景
分享到:
 收藏
收藏
收藏
评论排行
- ·中国发酵企业数据库(4)
- ·(4)
- ·CoQ10高产菌株选育的研究进展(2)
- ·抗生素发酵工艺所用冷却塔的性能分析及处理(1)
- ·微生物菌种选育技术.rar(1)
- ·发酵生产染菌及其防治(1)
- ·赤藓糖醇发酵工艺研究(1)
- ·重组AiiA 蛋白可溶性表达及发酵条件优化(1)
- ·生物反应器设计软件_发酵罐绿色版(1)
- ·酵母粉、酵母浸粉的区别(1)
- ·雷帕霉素研究进展(1)
- ·透明质酸用途和行业概况(1)
- ·黄酒制作工艺(1)
- ·水解(酸化)工艺与厌氧发酵的区别(1)
- ·糖蜜酒精废液处理过程中产生的微生物蛋...(1)
- ·紫杉醇高产菌发酵产物的分离、纯化和鉴定(1)
