浅谈活性干酵母扩培在生产中的运用
2009-11-01 16:00:07 来源:中国酒业新闻网 评论:0 点击:
1.目的
使用糖化醪,在密闭罐内接入酵母菌种,通入微量的无菌空气,保压培养,获得发酵力强的纯酒母醪,供酒精发酵。
2.扩培工艺流程
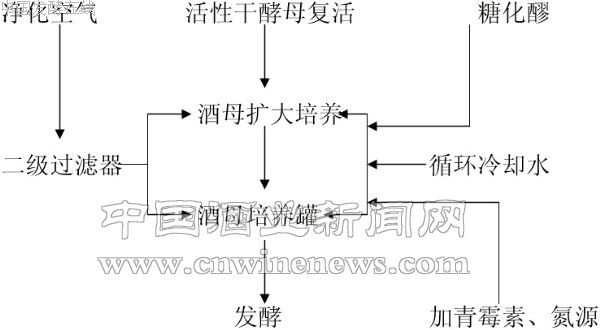
3.工艺数据
复活温度:35℃—38℃。
培养温度:28℃—30℃。
分割时,留种量:15%左右。
酒母培养时间:8小时。
通风量:观察罐内液体翻动即可,每两小时开一次,每次15分钟左右。
4.要点
配料:酒母糖液罐全容积为18m3,实装容积为80%,计算15.0m3。
配方:糖化醪15m3,尿素0.15%(12kg),青霉素50g。
5.看罐
值班人员每小时检查一次酒母罐温度,做好原始记录,发现异常及时调整,至培养成熟为止。

6.生产工艺
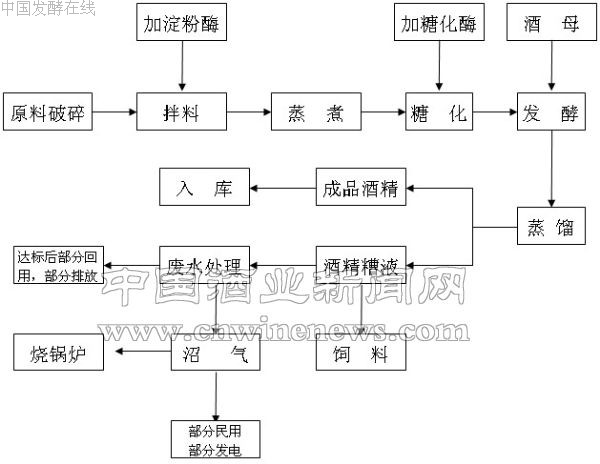
6.1 破碎工艺
破碎颗粒直径:1.5mm—1.8mm;
拌料温度:70℃—75℃;
拌料加水比:1:2.5—2.8;
添加耐高温α-淀粉酶:用量0.8ц/g—1.2ц/g淀粉。
6.2 蒸煮糖化
蒸煮温度为81℃—83℃,蒸煮时间为90min,用酶量为90单位/g—120单位/g,控制糖化时间在60℃±2。
6.3 发酵
糖化醪入二分之一,加入青霉素1ц/mL,入罐温度32℃—34℃,主发酵期34℃—36℃,发酵周期60小时。
7.结论
7.1 扩培后使用,干酵母的用量较少,并减少了传统酵母多级培养中小酒母前的操作环节,便于控制酒母质量。
7.2 扩培中,糖液是直接由糖化锅泵入,省去了传统酵母培养中对醪液的杀菌过程,从而节约了水、电、汽。
7.3 发酵成绩提高,发酵醪酒精浓度提高1%,吨酒精节省蒸汽消耗约300kg,降低生产成本约50元。同时,吨酒精节省工艺用水1.2t—1.5t,减少酒糟排放量1.5t—2t。
上一篇:汉生罐留种扩大培养酵母的控制
下一篇:啤酒酵母的管理和使用
分享到:
 收藏
收藏
收藏
评论排行
- ·中国发酵企业数据库(4)
- ·(4)
- ·CoQ10高产菌株选育的研究进展(2)
- ·抗生素发酵工艺所用冷却塔的性能分析及处理(1)
- ·微生物菌种选育技术.rar(1)
- ·发酵生产染菌及其防治(1)
- ·赤藓糖醇发酵工艺研究(1)
- ·重组AiiA 蛋白可溶性表达及发酵条件优化(1)
- ·生物反应器设计软件_发酵罐绿色版(1)
- ·酵母粉、酵母浸粉的区别(1)
- ·雷帕霉素研究进展(1)
- ·透明质酸用途和行业概况(1)
- ·黄酒制作工艺(1)
- ·水解(酸化)工艺与厌氧发酵的区别(1)
- ·糖蜜酒精废液处理过程中产生的微生物蛋...(1)
- ·紫杉醇高产菌发酵产物的分离、纯化和鉴定(1)
