膨化大米辅料酿造啤酒中糖化工艺参数对啤酒酒精含量的影响
2007-04-11 16:31:58 来源:食品科技 评论:0 点击:
啤酒是酿酒工业中最年轻,也是发展最快、目前最大的行业。近20年来,中国啤酒工业从高速发展逐步走向稳定增长,产量从40万t增加到2540万t,居世界第一位;企业规模从小到大;啤酒品种不断增多,质量不断提高,满足了消费需求不断增长的需要。但2003年以来,国内粮食价格上涨,导致啤酒生产的辅料大米和包装材料等的价格上涨,给啤酒企业带来巨大的冲击。这些因素导致啤酒市场竞争日趋白热化。这就要求啤酒生产厂家加大科技进步的力度,不断采用新技术、新工艺,提高自身市场竞争能力[1]。而啤酒辅料的挤压膨化技术是啤酒酿造技术的发展趋势之一。许多研究认为该技术的应用能降低能耗,降低生产成本,增加麦汁收得率,加快发酵速度,缩短发酵周期[2-5]。啤酒辅料的挤压膨化技术对啤酒企业来说,是降低生产成本、提高市场竞争能力的一项极有潜力的新技术。
1试验设备、材料与分析方法
1.1试验材料大米:市售,东农422品种;膨化大米:东北农业大学工程学院农产品加工实验室小型可调式膨化机生产;大麦芽:齐齐哈尔啤酒厂,澳麦;酶制剂:固态中温α-淀粉酶,北京奥博星生物技术责任有限公司,≥4000U/g;液态糖化酶,诺维信(沈阳)生物加工有限公司提供,300BGU/mL;复合酶Ceremix2XL,含有α-淀粉酶10000U/g,β-葡聚糖酶300BGU/g、蛋白酶0.33AU/g,诺维信(沈阳)生物加工有限公司。
1.2试验设备单螺杆挤压机:东北农业大学工程学院农产品加工实验室;100L啤酒生产全套设备:哈尔滨汉德公司制造;BS110S型电子分析天平:精度0.1mg,北京塞多利斯仪器系统有限公司;101-2-BS型电热鼓风干燥箱:上海跃进医疗仪器厂。
1.3分析方法酒精含量的测定:重量法GB/T4928-2001;水分含量:按GB8304-1987进行测定。
2试验安排与试验数据
2.1挤压膨化大米啤酒辅料膨化条件的确定本试验研究是在其他学者研究结果的基础上,以啤酒酒精含量为主要考察指标,对膨化大米辅料与酶制剂酿造啤酒工艺进行研究,探讨各糖化工艺参数对啤酒酒精含量的影响规律。辅料大米的挤压膨化条件为膨化温度40~75℃,螺杆转速200r/min,压力10~15kgf/cm2,喂料水分19%,模孔孔径12mm。
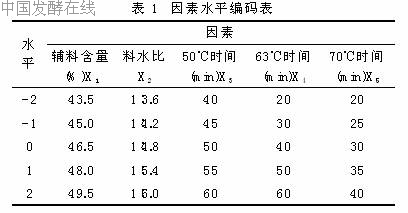
2.2试验因素水平的确定为寻求最佳糖化工艺参数,在总投料量固定在20kg(由于环境温度和湿度是不断发生变化的,所以在每次试验前测定大米和麦芽的水分含量,并按照麦芽水分6%、大米水分13%进行折算后投料,以保证每次投料的干物质量相等),把外加酶的种类和添加量固定在:中温α-淀粉酶4.32g/20kg物料,复合酶3.52g/20kg物料,糖化酶3.68mL/20kg物料,加1/10的磷酸360mL调pH值为5.2的情况下,选择与糖化工艺直接相关的5个因素,即辅料含量、加水倍数、50℃蛋白质休止时间、63℃保温时间和70℃保温时间,同时选定5水平,采用二次正交旋转组合设计安排试验[6],制定因素水平编码见表1。
2.3膨化大米啤酒辅料糖化及发酵工艺确定
膨化大米辅料糖化及发酵工艺流程:10.65kg麦芽破碎物,9.35kg挤压膨化大米粉碎物和97.6L水混合,加中温α-淀粉酶4.32g、复合酶3.52g、糖化酶3.68mL→加热至45℃(保温并搅拌5min)→50℃(保温并搅拌60min)→63℃(保温并搅拌60min)→70℃(保温30min)→碘检,78℃过滤→洗糟(第一次用水40L,第二次用水35L,要求残糖≤1.0%)→煮沸(糖度11°P)→加酒花(沸腾10min加酒花76.4g,煮沸结束前10min加酒花19.6g)→回旋沉降(30min)→定性麦汁→冷却(9℃)→装罐(加酵母650g,充氧气8~9mg/L)→发酵→混酒。
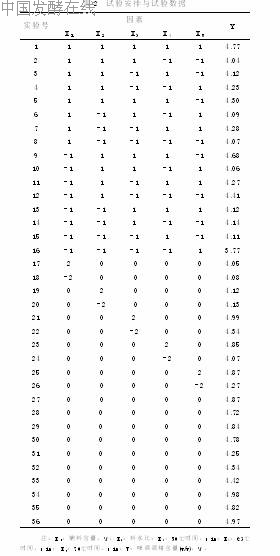
2.4试验安排与试验数据试验安排与啤酒酒精含量见表2。
3分析与讨论
3.1啤酒酒精含量的回归方程及方差分析
3.1.1啤酒酒精含量的回归方程为:
y=4.71+0.01x1+0.07x2+0.09x3+0.14x4+0.04x5-0.17x21-0.05x1x2+0.01x1x4+0.12x1x5-0.16x22+0.02x2x4+0.03x2x5-0.02x23+0.08x3x4-0.07x24+0.05x4x5-0.05x253.1.2回归方程的方差分析列于表3。
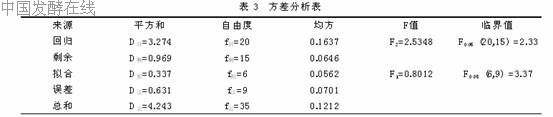
由表3可看出,F1=0.8012<F0.05(6,9)=3.37,说明回归方程拟合得好,又因F2=2.5348>F0.05(20,15)=2.33,说明方程在0.05水平是显著的,即试验数据与所采用的二次数学模型相符合。
3.1.3回归方程的最优值在reda软件下求解,回归方程的极值为:Fmin=F(43.50%,1:3.60,60min,20min,40min)=1.46%(v/v);Fmax=F(47.69%,1:5.07,60min,60min,40min)=5.35%(v/v)。国家标准GB/4927-2001规定淡爽型啤酒的酒精含量≥4.0%(v/v),故采用频数分析方法进行统计选优来寻求最佳参数的范围。频数分析结果见表4。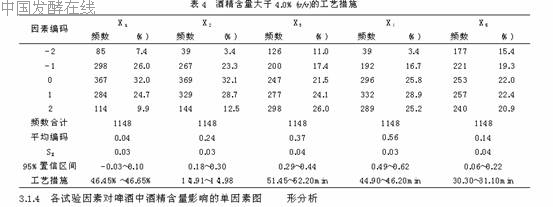
图1~图5分别为将X1、X2、X3、X4、X5相应固定在0.00水平时糖化工艺参数对啤酒中酒精含量影响的降维分析图。图1为啤酒中酒精含量随X1变化的曲线图,由图1中可以看出,啤酒中酒精含量随辅料含量增大先增加后减小,在0.10水平时取得最大值。图2为啤酒中酒精含量随X2变化的曲线图,由图2中可以看出,啤酒中酒精含量随料水比增大而先增加后减小,在水平0.30处取得最大值。图3为啤酒中酒精含量随X3变化的曲线图,由图3中可以看出,啤酒中酒精含量随50℃蛋白质休止时间增加而延长。图4为啤酒中酒精含量随X4变化的曲线图,由图4中可以看出,啤酒中酒精含量随63℃糖化时间的增加先增加后减小,在水平1.00处取得最大值。图5为啤酒中酒精含量随X5变化的曲线图,由图5中可以看出,啤酒中酒精含量随70℃糖化时间的增加先增加后减小,在水平0.80处取得最大值。但总的趋势是酒精含量随各段糖化时间的增大而增加。
4结论
以啤酒中酒精含量为考察指标,经过频数选优得出最佳糖化工艺参数的范围为:辅料含量为46.45%~46.65%,料水比为1∶4.91~1∶4.98,50℃蛋白质休止时间为51.45~52.20min,63℃糖化时间为44.90~46.20min,70℃糖化时间为30.30~31.10min。各因素对啤酒中酒精含量的影响程度由因子贡献率(X1=1.30,X2=1.37,X3=0.86,X4=1.65,X5=0.40)可知,其影响程度按从大到小的顺序依次为X4、X2、X1、X3、X5。也就是说63℃糖化时间、辅料含量和料水比对啤酒中酒精含量的影响显著,50℃蛋白质休止时间和70℃糖化时间的影响不显著。
相关热词搜索:啤酒
上一篇:不同生物添加剂对于全株玉米青贮发酵品质及消化率的影响
下一篇:乳酸啤酒发酵的研究
分享到:
 收藏
收藏
收藏
评论排行
- ·中国发酵企业数据库(4)
- ·(4)
- ·CoQ10高产菌株选育的研究进展(2)
- ·抗生素发酵工艺所用冷却塔的性能分析及处理(1)
- ·微生物菌种选育技术.rar(1)
- ·发酵生产染菌及其防治(1)
- ·赤藓糖醇发酵工艺研究(1)
- ·重组AiiA 蛋白可溶性表达及发酵条件优化(1)
- ·生物反应器设计软件_发酵罐绿色版(1)
- ·酵母粉、酵母浸粉的区别(1)
- ·雷帕霉素研究进展(1)
- ·透明质酸用途和行业概况(1)
- ·黄酒制作工艺(1)
- ·水解(酸化)工艺与厌氧发酵的区别(1)
- ·糖蜜酒精废液处理过程中产生的微生物蛋...(1)
- ·紫杉醇高产菌发酵产物的分离、纯化和鉴定(1)
