酒精废水治理工程厌氧+好氧发酵工艺简介
2010-03-22 13:01:45 来源:本站原创 评论:0 点击:
摘 要:本废水处理工程由某大学环保应用技术研究所负责设计、施工、安装、调试等技术指导。土建施工、设备安装为期8个月,整个处理系统调试为期4个月,主要原因是各个工艺段分段安装,故进行分期调试。
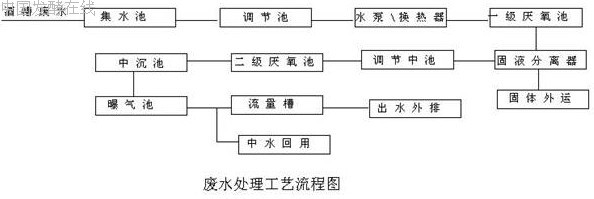
该酒精厂年产酒精7万吨,生产原料为木薯,每天排放废水量为2400m3/d,cod浓度为50000~70000mg/L、PH值为3~5、SS为40000~50000 mg/L、温度80~100℃,属于高浓度高悬浮物含量的有机废水,治理工艺采用两级厌氧+好氧,具体流程为:
 |
本废水处理工程由某大学环保应用技术研究所负责设计、施工、安装、调试等技术指导。土建施工、设备安装为期8个月,整个处理系统调试为期4个月,主要原因是各个工艺段分段安装,故进行分期调试。具体调试过程为:
一级厌氧池调试为期2个月,调试过程为:
1.按10%接种量对本厂的一级厌氧池的其中一个池接种,菌种来源于另一酒精厂的已运行厌氧池;
2.对接种的厌氧池进行升温到55℃,升温时长为20天;
3.增加厌氧池负荷,达到设计值,时长为20天;
4.将已调试好的厌氧池中菌种分配到其它几个一级厌氧池;
5.对所有一级厌氧池同时升温、增加负荷调试,时长20天,各池分别达到设计负荷,一级厌氧调试结束。
二级厌氧调试为1个月,调试过程如下:
1. 按25%接种量对二级厌氧池接种,菌种来源于城市污水处理厂的消化污泥;
2.对已接种的二级厌氧池进行升温到35℃,升温时长为7天;
3.逐渐增加二级厌氧池负荷,时长为20天,达到设计值;
在两级厌氧调试好运行2个月后,好氧系统才安装完,好氧池调试过程为:
1.按10%接种量接种城市污水厂好氧脱水污泥;
2.对已接种的好氧池闷曝1天;
3.第一次进水按设计负荷50%运行7天,再按20%设计值增加好氧负荷,同时确保出水达标,20天达到设计值;
(注:对于厌氧中的固液分离系统不需调试。)
本厂酒精废水处理工程从设计、施工、安装、调试总时长约一年,出水达到国家、地方标准,该厂的废水治理工程的成功运行得到了相关多级领导部门的好评,同时也为其它酒精厂家提供了可行的废水治理榜样。在酒精行业中为废水治理也作出了较大的贡献,为自己树立了良好的企业形象,在酒精行业中处理于良好的竞争地位。
上一篇:世界燃料乙醇生产情况
下一篇:膜生物反应器处理氮肥行业废水的研究
分享到:
 收藏
收藏
收藏
评论排行
- ·中国发酵企业数据库(4)
- ·(4)
- ·CoQ10高产菌株选育的研究进展(2)
- ·抗生素发酵工艺所用冷却塔的性能分析及处理(1)
- ·微生物菌种选育技术.rar(1)
- ·发酵生产染菌及其防治(1)
- ·赤藓糖醇发酵工艺研究(1)
- ·重组AiiA 蛋白可溶性表达及发酵条件优化(1)
- ·生物反应器设计软件_发酵罐绿色版(1)
- ·酵母粉、酵母浸粉的区别(1)
- ·雷帕霉素研究进展(1)
- ·透明质酸用途和行业概况(1)
- ·黄酒制作工艺(1)
- ·水解(酸化)工艺与厌氧发酵的区别(1)
- ·糖蜜酒精废液处理过程中产生的微生物蛋...(1)
- ·紫杉醇高产菌发酵产物的分离、纯化和鉴定(1)
